Process
Quality requirements for tubes and pipes with longitudinal weld seams have become increasingly more demanding. This has led to a higher demand of different scarfing tools for inside as well as outside scarfing.
The base material, sheet metal, comes in the form of a coil. Here are the different steps in forming tubes and pipes:
If required: edge trimming to optimize even edges, roll forming, welding (mostly high frequency welding), deburring, calibrating, sometimes sizing and cutting to length. Since these steps are all a continuous process, the goal is to avoid interruptions.
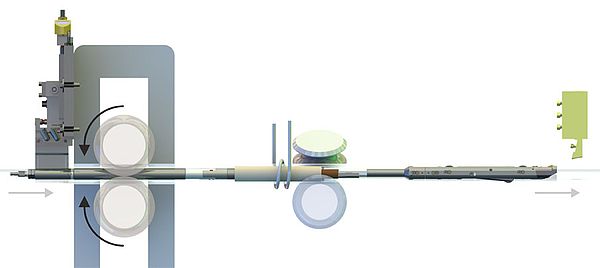
The most economical way to scarf a longitudinal weld seam is to remove it during the manufacturing process. For this purpose, you will usually find OD scarfing tools mounted to at least one of the first stands past the weld point. For ID scarfing of tubes and pipes the mounting unit needs to be set up before the weld point.
A mounting unit is used to hold the tow bar with an integrated or attached impeder (cluster impeder) which runs underneath the weld point. The ID scarfing tool is attached to the tow bar. The actual scarfing tool, the cutting ring, is pressed against the weld bead to remove the bead.
The intention is to remove the weld bead on the outside and/or the inside and create a smooth surface.