The production process of cemented carbides
1. Weighing-in of raw material
Properties such as hardness, toughness, corrosion resistance and heat resistance of the end products can be set in a targeted manner by varying the type, ratio by weight and particle size of the raw materials. The most commonly used raw materials in hard metals are:
Tungsten
is used in cemented carbides as tungsten carbide (WC)
tungsten carbide is the most important hard material phase in cemented carbides (hardmetal)
very brittle
has only a slightly lower hardness than diamond

Cobalt
gives the hard metal its toughness as a binding phase or binding metal
melting point: 1493°C
is released from the hard metal compound by acidic media (sensitivity to corrosion)
Tantalum
- is used in cemented carbides as tantalum carbide (TaC)
- increases the resistance to thermal wear and thermal shock
- slightly reduces the toughness compared to WC-Co hard metals
- is considerably more expensive than tungsten carbide

Titanium
- is used in cemented carbides as titanium carbide (TiC)
- much harder than WC, but less tough
- improves strength and hardness at high temperatures (> 500°C)
Nickel
- is used as a tough binding phase like cobalt
- increases corrosion resistance
- achieves worse strength values than a pure WC-Co hard metal
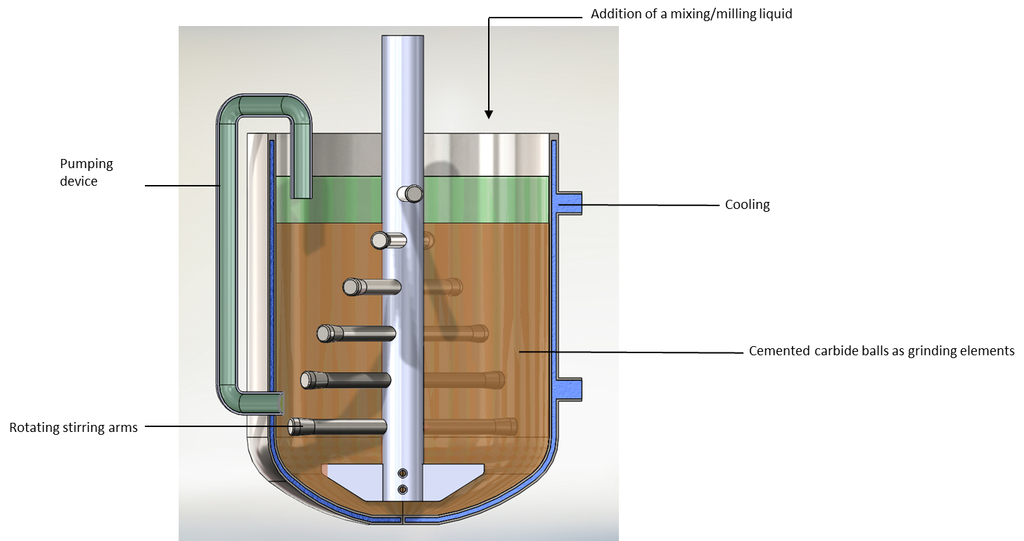
2. Mixing / Milling
Ball mills or attritors are used in the hardmetal industry for mixing / milling the weighed raw materials. Saar-Hartmetall uses attritors with an individual capacity of up to 500kg raw material weight. These milling units consist of a fixed, cooled steel bowl, which is filled with 0.5-10mm large milling balls. Saar-Hartmetall uses water as the mixing / milling liquid - an environmentally friendly alternative to the solvents commonly used in industry such as acetone, hexane or alcohol. An agitator sets the milling balls and the ground material in motion. The intensive, high-energy milling dissolves agglomerates (aggregates) of the weighed raw materials over several hours so that a homogeneous mixing of all components can be achieved.
3. Granulation by means of spray drying
The fine, uniformly dispersed raw material particles are combined to form larger, easily dosed and compressible granules in the process step of spray drying. For this purpose, wax-like additives are added to the mixture of raw materials and mixing / milling liquid as a granulation aid and later pressing aid. During spray drying, this mixture / slurry (1) is atomized by means of a pump (2) through a nozzle (3) and droplets are formed inside the spray dryer (4). On their way, the droplets come into contact with an oppositely directed hot gas stream (5-7), the mixing / milling liquid evaporates and the raw material particles assemble into round granules (9-10) under the stabilizing effect of the additives. These granules fall onto the sloping spray dryer wall, roll or trickle down and are discharged from the spray dryer (8).
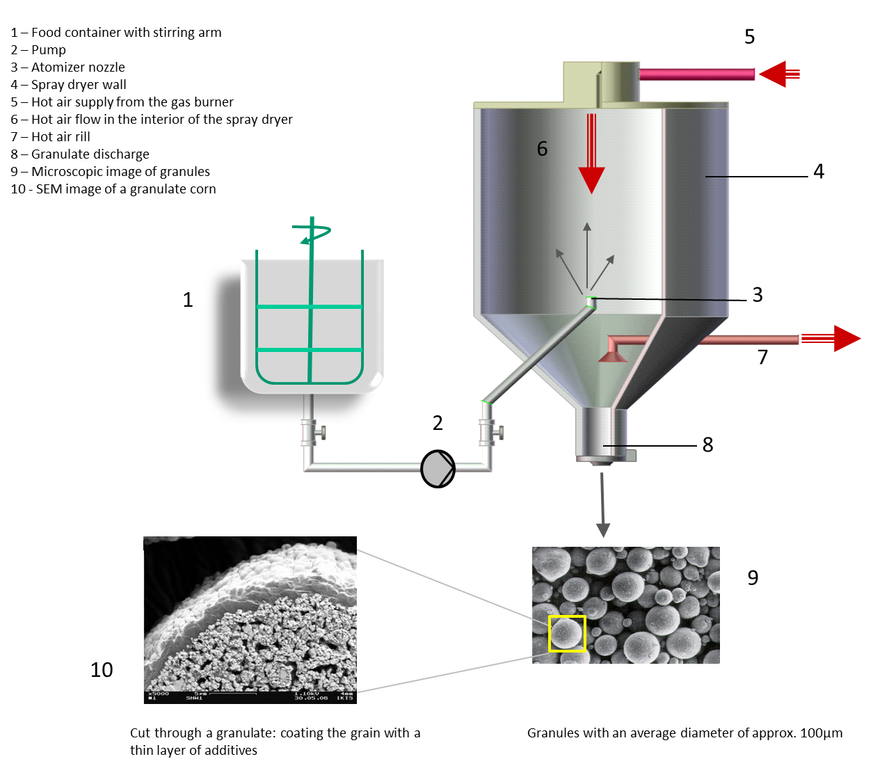
Each individual granulate contains the proportions of the different types of raw materials and the additives in proportion to their weight or addition.
The most important properties of the granulate are good flowability, uniform bulk density, low residual moisture and good compressibility.
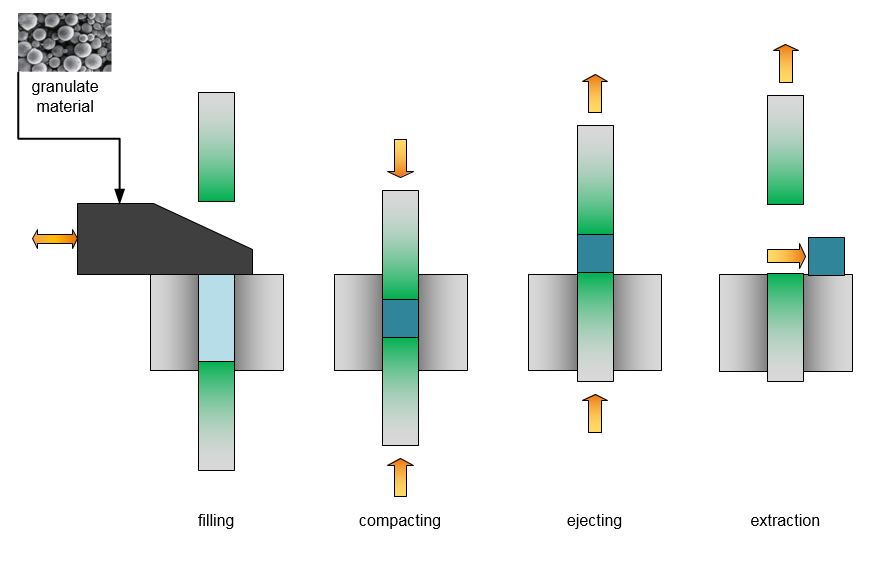
4. Pressing
The standard process for compressing the additive-containing granulate into a near-net shape is direct shaping using a die on mechanical, hydraulic or electric presses. For this purpose, the material is filled into the press die either automatically by means of a filling device or by hand and evenly pressed to approx. 2.5 times the density by moving the die, the upper and / or the lower punch. A homogeneous press density distribution must be set in the compact by means of control of the filling process and relative movements of the individual tool components. Geometric features such as grooves, shoulders, countersinks or bores pose special requirements. The finished compact has low but sufficient strength and can be removed from the press either manually or automatically after ejecting and extraction. Finally, if necessary, the parts are deburred and a 100% control of the press density is carried out.
Cold isostatic pressing (CIP) is used as another pressing process at Saar-Hartmetall. In this process, the press mold consists of a support basket made of perforated sheet metal with an internal latex mold and, if necessary, an inserted steel mandrel to keep holes free. The granulate is filled into the mold, which is then sealed watertight and pressurized with a pressure of 1200 to 2000 bar acting on all sides. After removal from the mold, there is a compact of high strength, the geometry of which can be machined in the subsequent shaping step.
5. Shaping
The products are dry-mechanically machined in the shaping process before they have reached their final density and hardness through final thermal compression at 1300 to 1450°C. The wax-containing preliminary products are first in a dewaxing process and pre-consolidated in a sintering process at a temperature of up to approx. 800°C, because the strength of the products immediately after pressing is insufficient and numerous breakouts / damage would be the result. After dewaxing the products have a chalk-like consistency and can be carefully brought into the desired shape according to the drawing using processing methods such as drilling, turning, milling, grinding and cutting / sawing. The processing takes place on conventional as well as on NC and CNC machines.
Machining must be carried out with diamond-tipped tools because of the high wear due to the abrasion caused by the carbide grains in the product. It`s important to consider that the products have only been pre-compacted by pressing, when designing the desired geometrical dimensions and tolerances. In the downstream process step of sintering, this open pore volume still has to be thermally compressed, which will result in a volume shrinkage of the products of up to 50 vol%.
6. Sintering
Sintering is a temperature treatment in which the product is compressed using thermally excited melting and diffusion processes. A distinction is made between solid phase sintering and liquid phase sintering. Cemented carbides (hardmetals) are usually compressed using liquid phase sintering. In the temperature range below 500°C the added additives are driven off. The maximum sintering temperature is usually just above the melting point of the lowest melting phase.
In contrast to the metallurgical processing not all components of cemented carbides go into the liquid state, as we know in the metallurgical process of steel production. Depending on the type of hard metal, the sintering temperature is between 1300 and 1500°C. The binder metal components of the hard metal pass into the greasy phase, which fills pores and gaps and the still stable carbide raw material particles approach each other. This leads to a loss of volume of the product. The sintering process takes place due to the temperature-dependent reactivity of the hard metal raw materials with the atmospheric oxygen under vacuum. Nevertheless, complex metallurgical dissolving and re-precipitation processes of the carbide phase take place in or out of the metal binder phase. These can be influenced and controlled via process parameters such as temperature, holding time, pressure or by adding a reactive gas. An additional pressure of 40-100bar can be applied at the final temperature by admitting a noble gas such as argon in order to support the compression process of the products. After the products have cooled, there is a microstructure in which the hard carbide particles are embedded without pores in a relatively soft metal binder matrix. The product has now reached its final density and the desired hardness.
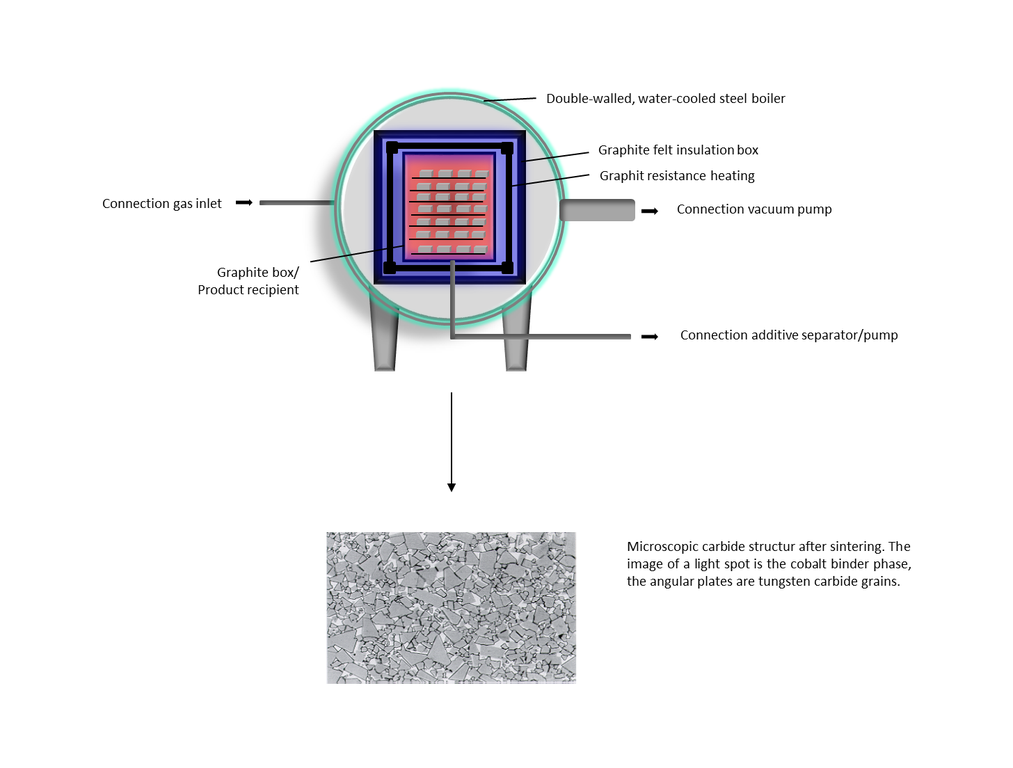
Sintering furnaces for hard metals are double-walled, water-cooled boiler furnaces made of steel. Inside the kettle is a graphite box in the center as a recipient for the cemented carbide products. This is surrounded by a graphite resistance heater, which is surrounded by an insulation box made of graphite fiber plates. The latter ensures uniform heat distribution inside and keeps the heat generated away from the outer steel boiler.